以下是: 弯管细节严格凸显品质的产品参数
| 产品参数 |
|---|
| 产品价格 | 100/吨 |
|---|
| 发货期限 | 5 |
|---|
| 供货总量 | 40 |
|---|
| 运费说明 | 协商 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | 1 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 航萧管件 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 按图纸加工 |
|---|
| 产品型号 | 齐全 |
|---|
| 产品重量 | 10 |
|---|
| 适用领域 | 锅炉,桥梁,体育场 |
|---|
| 工作温度 | 10 |
|---|
以下是: 弯管细节严格凸显品质的图文视频
弯管细节严格凸显品质_航萧管件有限公司,固定电话:17306359888,移动电话:17306359888,联系人:宋经理,QQ:46564996,聊城经济开发区崂山路物流院内发货到安徽省 安庆市 迎江区、大观区、宜秀区、怀宁县、枞阳县、潜山市、太湖县、宿松县、望江县、岳西县、桐城市 发货到 安庆市迎江区。 安徽省,安庆市,迎江区 迎江区,隶属于安徽省安庆市。位于安庆市的东南部,区位优势明显,交通便捷,是安庆经济、金融、商贸、文化中心。截至2019年,迎江区下辖6个街道和3个乡,区政府驻宜城路街道。,总面积207平方公里,是安庆市城带郊的中心城区。根据第七次人口普查数据,截至2020年11月1日零时,迎江区常住人口为253694人。
无论您是初次接触还是已经熟悉,我们的 弯管细节严格凸显品质产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是: 弯管细节严格凸显品质的图文介绍


使用方法。现提供R。(弯曲半径/管外径)关系曲线图,供用户在选择管子直径与壁厚关系时参考。反映相对弯曲半径,相对壁厚对弯管质量的影响,根据管道加工的验收规范:冷弯的钢质管道为,中低压为4D、高压为5D。故我们的弯胎设计为R=4D(特殊情况另定),所以就我厂生产的弯管机而言主要以选择相对壁厚SX为主,图的上部为无芯轴区,图的中部为普通芯轴区,图的下部为特殊芯轴区。由于特殊芯轴设计制造均很困难,操作也不太方便,故一般我厂不予供货。特别情况可另行商定。



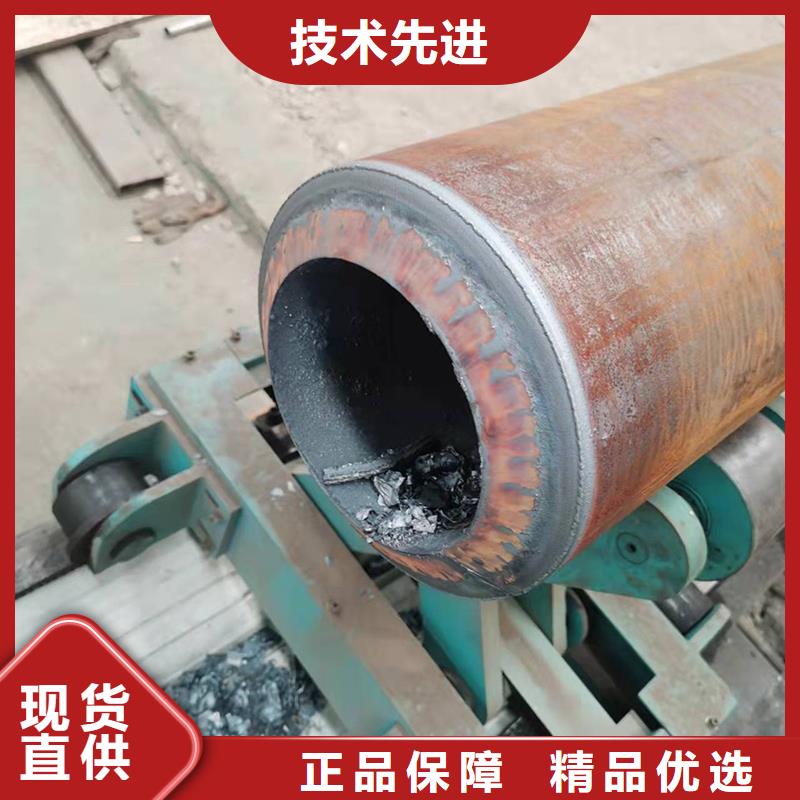
弯管在加工的过程中经常会采用其压弯使其弯管进行弯曲的方法,在进行制作的过程中所采用的设备大多数都是为通用的机械压力机以及. 弯管在加工的过程中经常会采用其压弯使其弯管进行弯曲的方法,在进行制作的过程中所采用的设备大多数都是为通用的压力机以及液压机,有时候也会有效的采用其专用的折弯压力机。弯管在加工的过程中通常情况下会使用其卷板机,设备采用其三辊卷板机按三点决定一圆的道理,有效的对板坯进行其连续的弯曲,这样三辊其卷板机在使用的过程中会具有两个传动辊和一个压下辊。 弯管在制作是可以有效的调节其压下辊的上下位置这样就可以在一定程度上有效的改变它和传动辊之间的相对距离,今年弯管社会库存呈... 弯管在制作是可以有效的调节其压下辊的上下位置这样就可以在一定程度上有效的改变它和传动辊之间的相对距离,今年弯管社会库存呈迅速上升态势,这样对于其弯管的加工市场会形成比较大的压力。弯管在进行拉弯的过程中,其板材会有效额置于传动轴以及压下辊之间,在运行时其传动辊的正反方向是交换转动的,这样就会使得板材往复运动,调节其压下辊使之逐步压下。[ 弯管在进行加工的过程中会对其精度的要求是比较高的,产品的长度以及曲率半径要求比较大横向尺寸要求较小的弯曲件,可在专用的拉...[展开] 弯管在进行加工的过程中会对其精度的要求是比较高的,产品的长度以及曲率半径要求比较大横向尺寸要求较小的弯曲件,可在专用的拉弯机上进行拉弯。弯管加工时,板材全部厚度上都受拉应力的作用。


安庆迎江本地商家,从事 安庆迎江中频弯管生产销售多年,质量优口碑好,询价是免费的,现在联系商家吧!



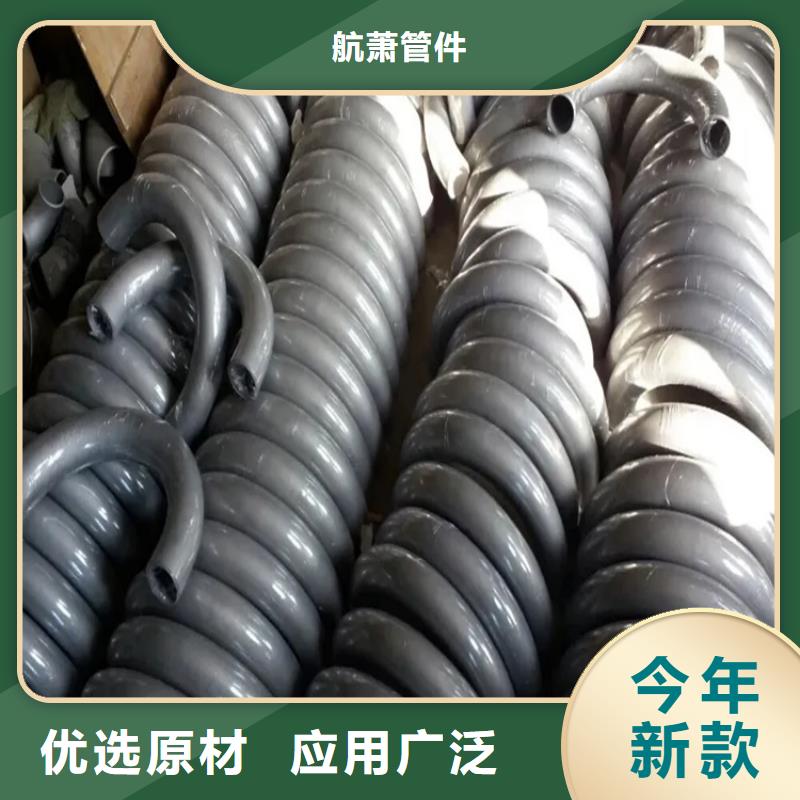
管件常见弯管方法及其7种弯管方式详解。管件常见弯管方法及其7种弯管方式详解 接头常见的弯头方法有压力管、轧辊弯曲、轧辊弯曲、挤压4种,实际弯头方法有以下几种 简洁明了折弯:这类折弯无需专用型磨具,在冲压机上就可以进行。 辊:四辊压机或通道压机,用带槽辊弯曲,折射率均匀。 辗压式旋转:用竖柱式或竖式弯曲机弯曲 模式挤压弯曲:这种挤压弯曲方法水管横截面情况标准。挤压加工的一般选择。 带纠正的折弯:这类折弯方式水管不容易挤扁。 芯轴式挤弯:这类挤弯一般为热挤 拉弯:纵柱式和纵柱式的弯曲机也弯曲,但是夹着关键部分抵抗纵向的拉力。


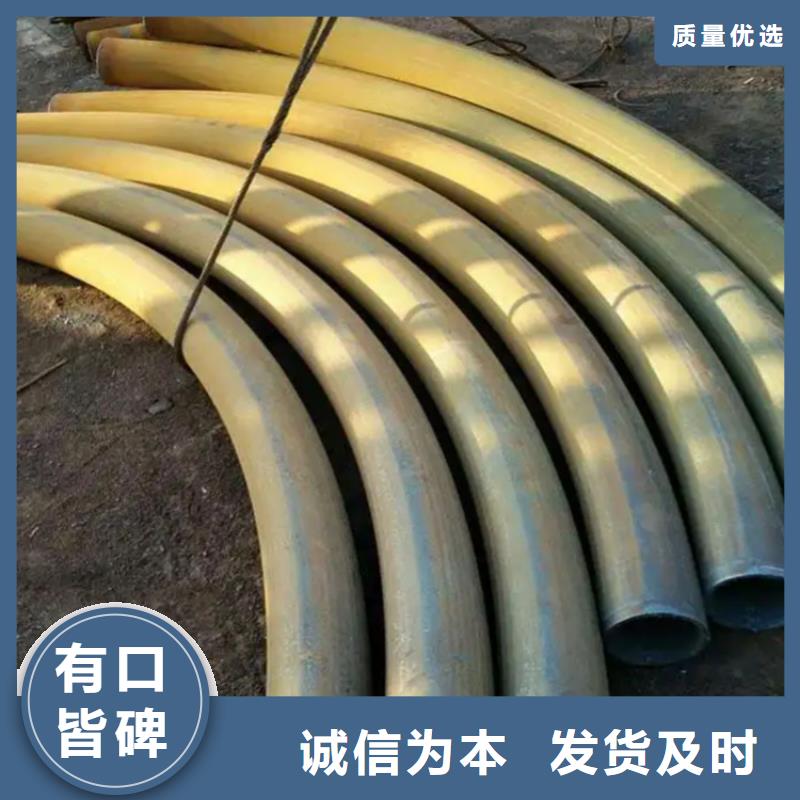
于型材弯管拉弯工艺特点及要求,1、所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。 2、关于备料长度:一般情况下备料应是所需弯曲材料的弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。备料长度=弧长+2.1t,当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。 3、关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。 4、关于材料每支弯曲弧长的要求:通常情况下不应超过弧度角180度。 5、关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥8%;e=t/R内×=(R外-R内)÷R内×否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。 6、关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为型材拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。



在安庆市迎江区采购 弯管细节严格凸显品质请认准航萧管件有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:宋经理-17306359888,QQ:46564996,地址:经济开发区崂山路物流院内)。